-
Metal matkap uçları
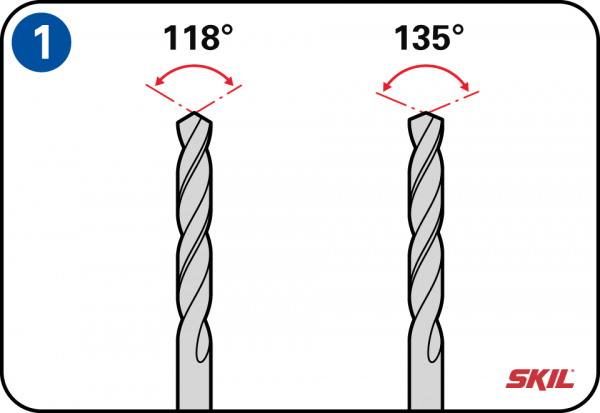
Metal matkap uçlarının karakteristik bir özelliği, matkap uçlarının metali kolayca kesmesi için gerekli olan keskin uç kısımlarıdır. Metal matkap uçları, boylarının tamamı boyunca aynı olan bir çapa ve 118°'lik bir açı ile taşlanmış bir uç kısma sahiptir. Bu matkap uçlarına, Yüksek Hız Çeliği (HSS) uçlar adı da verilir. Paslanmaz çelik gibi sert metallerde delik delmek için HSS kobalt matkap uçları mevcuttur; bu uçlar, delmeye başladığınızda iyi bir merkezleme sağlamak için 135°'lik biraz daha düz bir uç açısına sahiptir. Bu matkap uçları, %5 oranında kobalt içeren HSS çelikten yapılmıştır ve delme işlemi sırasında, özel delme yağı kullanılarak soğutulmaları gereklidir.
-
Delme sırasında talaş çıkması
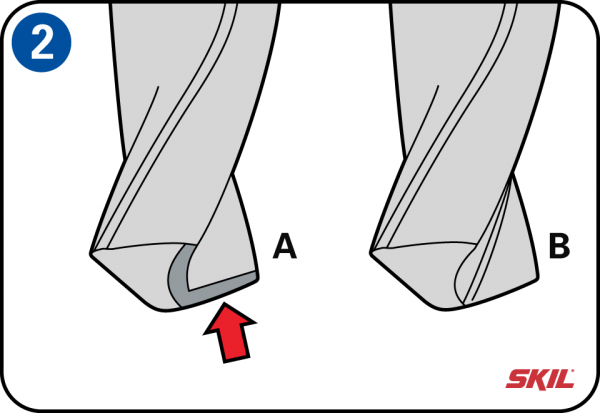
Metalde delik delme, (pirinç gibi yumuşak metallerde) metal tozu ya da kıymıklara ve (demir ve çelik gibi sert metallerde) talaşlara neden olur. Her iki metal türü için özel matkap uçları mevcuttur. Yumuşak metaller için kullanılan matkap uçlarının kesici kenarları düzdür (A). Bu, matkap uçlarının metale kolayca 'sarmamasını' sağlar, yani plastik ve naylon gibi diğer yumuşak malzemeler için de kullanılabilirler. Sert metaller için kullanılan matkap uçlarının kesici kenarları keskindir (B).
-
Büyük delikler delme
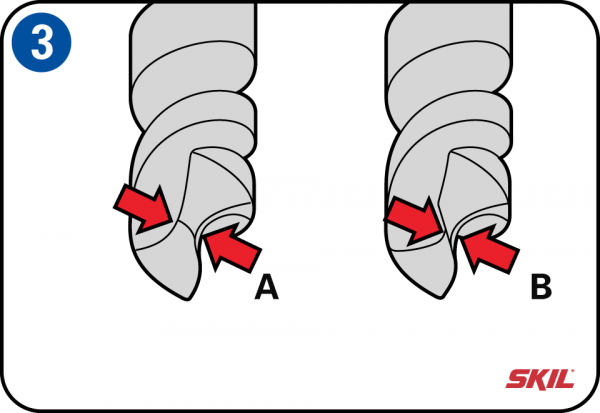
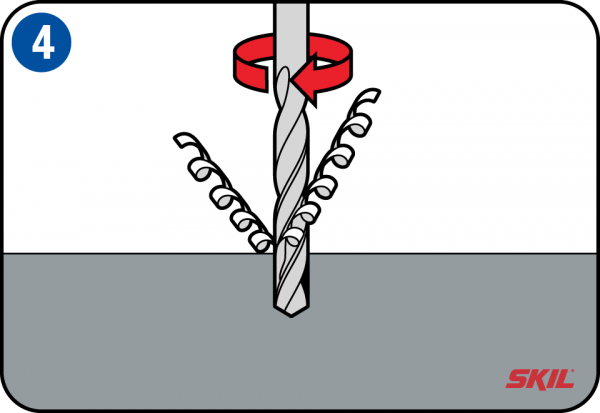
Metalde büyük çaplı delikler delecek olmanız durumunda, küçük çaplı bir matkap ucu ile ön delme yapmanız iyi olacaktır. Bu, büyük çaplı matkap ucunun daha etkin bir biçimde kesmesini sağlayacaktır, ayrıca matkap ucunun kayma olasılığı azalacaktır. Gerekirse, ön delme işlemini, kademeli olarak artan çaplarla bir kaç aşamada yapabilirsiniz.
Ön delme yaparken, küçük matkap ucunun (B) çapı, en azından büyük matkap ucunun (A) göbeğinin çapı ile aynı olmalıdır. Matkap ucunun göbeği, iki kesici kenar arasındaki en kısa mesafedir. -
Delme hızı
Çok yüksek bir delme hızı kullanmak, sık sık yapılan bir yanlıştır. Delinecek malzeme ne kadar sertse, kullanmanız gereken delme hızı o kadar düşük olmalıdır. Örneğin pirinçte 8 mm'lik bir delik deliyorsanız, matkabınızın hızını 2500 d/d'ya ayarlamanız gereklidir. Ancak çok daha sert olan paslanmaz çelik için doğru delme hızı 800 d/d'dır. Doğru hızı kullandığınızı gösteren iyi bir belirti, uzun düzgün talaşlar çıkmasıdır.
-
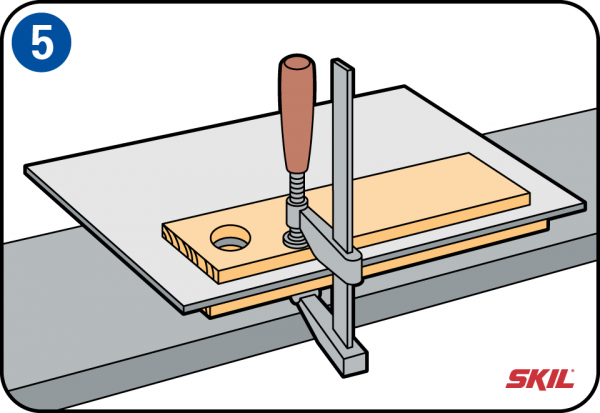
İnce metal saclarda delme
İnce metal bir sacda delik açmak isterseniz, sacı asla ellerinizle tutmayın. Matkap ucu metali delip diğer taraftan çıktığında, metal sacın aniden matkap ucuna takılması ve elinizden fırlaması tehlikesi vardır. Sacı, iki parça ağaç arasında sağlam bir biçimde sıkıştırmak daha iyi olacaktır. Bu durumda, sacın tehlikeli bir biçimde fırlaması olasılığı azalacaktır. Bu ayrıca çapak miktarını da azaltır ve iş parçanızın son işlemlerini basitleştirir.
-
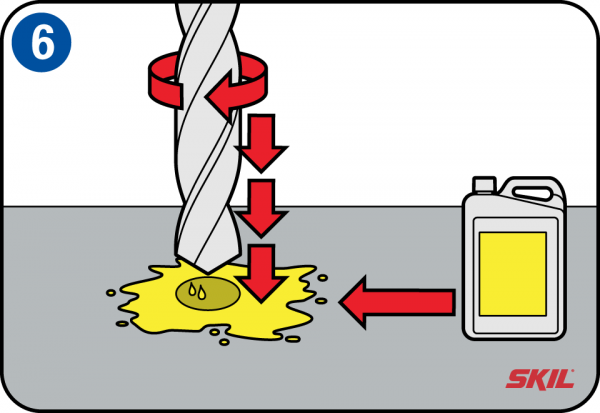
Matkap ucunun yağlanması
Demir ya da çelikte delik delerken, mümkün olduğunca az kuvvet kullanmak daha iyidir. İşi matkaba bırakın! Matkap ucunu yağlamak ve soğutmak için delme yağı kullanabilirsiniz. Metali neredeyse arkasına kadar deldiğinizde, matkabın malzemeyi çok hızlı delip geçmesine izin vermeyin. Bu, matkap ucunun malzemeden çıkarken neden olduğu çapakları azaltacaktır.
-
Metal borularda delme
Metal bir boruyu deliyorsanız, iş parçasının sıkıca bağlandığından emin olun. Bir matkap tezgahı ve bir mengene kullanmak en iyisidir. Borunun içine aynı ebatta ve biçimde bir ahşap parçası sokarak, matkabın neden olduğu basınç nedeniyle borunun şeklinin bozulmasını önleyebilirsiniz. Burada da işi matkaba bırakın ve çok fazla kuvvet kullanmayın.